滚动轴承的安装
滚动轴承在全世界被使用了数十亿次,已成为机械工程中不可或缺的一部分。因此,人们对滚动轴承的使用寿命也有很高的要求。使用寿命取决于多种因素。当然,选择正确的轴承类型和所需的尺寸起着核心作用。然而,正确的安装方法和维护(润滑)往往被低估、遗忘甚至忽略。在实践中,许多滚动轴承在其使用寿命的早期阶段就出现故障,远远达不到最初计算或估计的使用寿命。60%以上的轴承过早失效是可以避免的。根据对轴承故障原因和频率的不同调查,可将其分为以下几类:
安装不当
超过 16% 的轴承过早失效是由于安装不当造成的。由于缺乏适当的工具和技术诀窍,新轴承往往会受到很大的应力和表面下损伤。这使得轴承过早失效不可避免。为了避免这种情况,在整个安装过程中应使用专业的专业工具,采用正确的程序。只有这样,新轴承才能达到预期的使用寿命。
机械和液压安装
由于滚动轴承的尺寸和类型不同,并非所有滚动轴承的安装方法都相同。机械安装、液压安装和热力安装是有区别的。
在机械安装过程中,使用锤子和合适的安装工具将轴承安装在轴上。这种方法主要用于小型轴承。对于直径为 80-200 mm 的中型轴承,通常使用带有合适安装工具的液压机。对于无法拆卸的轴承,应确保安装力始终作用在紧固的轴承套圈上。也就是说,如果轴承内圈紧固在轴上,安装力必须作用在内圈上。另一方面,如果外圈紧固在轴承座上,则安装力必须作用在外圈上。如果安装力作用在 "松动 "的外圈上,这些力会通过滚动体传递,从而损坏滚道和滚动体。最好的办法是使用安装工具(套圈、轴套等),将其同时固定在外圈和内圈上。
模拟工具包

simatec ag 提供各种工具套件,可快速安全地安装和拆卸滚动轴承和径向轴封。这些久经考验的工具采用了符合人体工程学的设计。



热安装
热安装是将滚动轴承安装在轴上的最温和方法。为了克服通常存在的压配合,必须冷却轴或加热滚动轴承的内圈。这种暂时的温差使得轴承很容易在轴上滑动。当两部分都恢复到室温后,轴承就会牢牢地固定在轴上。所需的温差可以通过不同的方式产生。
除了冷喷之外,还可以使用干冰来冷却轴。轴冷却后会收缩,轴承可以顺利地推到轴上。这种方法的最大缺点可能是冷却后的轴很容易形成冷凝水,进而导致生锈。
加热滚动轴承有多种选择。最简单的方法是加热或加热板。但需要注意的是,所需的温度可以精确设定,因为温度过高会损坏轴承。轴承的自动温度监控几乎不可能实现。
燃烧器、明火和热风机会在非常特殊的位置产生高温,这不适合轴承。这些加热方法还有可能将小灰尘颗粒带入轴承,进而导致轴承过早失效。因此,不应使用这些方法。
加热柜和加热炉是加热滚动轴承的另一种方法。现代设备可以实现精确的温度控制。这样可以温和地加热轴承。这种方法的缺点是预热时间较长,能耗相对较高,大型设备的购置成本较高。
油浴也常用于预热滚动轴承。首先必须加热油浴,然后才能将轴承浸入油中一段时间。油浴结束后,轴承必须先沥干水分。除了有被滴下的热油烫伤的危险外,还有一个问题是轴承在滴油时会再次冷却。此外,还有购置成本高、能耗大、预热时间长、油浴维护费力等缺点。
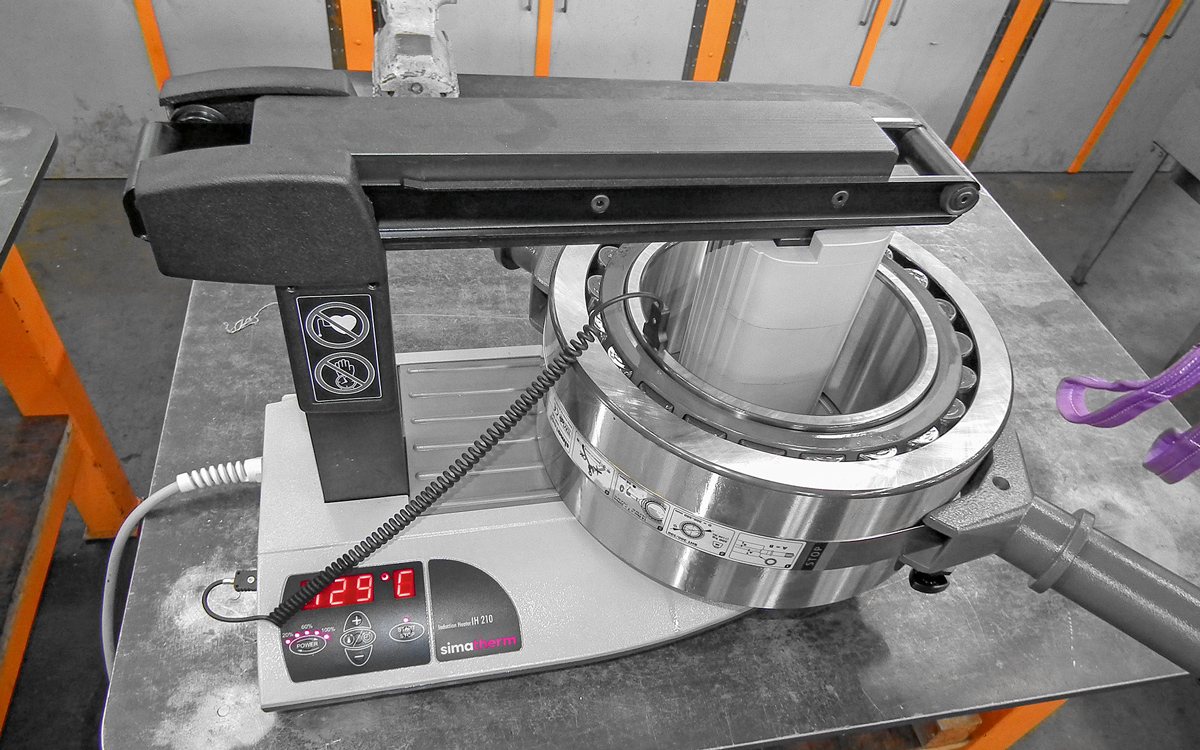
感应加热器是加热滚动轴承的最佳方法。事实证明,通过感应加热滚动轴承和环形金属部件是一种出色、温和且快速的安装方法。交变磁场有针对性地在工件上感应出大电流,并以受控方式将其精确加热到指定的安装温度。
simatherm - 清洁、高效安装滚动轴承的完美解决方案
simatec ag 提供一系列不同尺寸的感应加热装置。使用我们的 simatherm 加热装置,可以高效地加热滚动轴承和其他环形金属零件。它们可以实现快速、清洁的安装,并取代传统的加热方法,如热板、热油浴、明火和烤箱。

在加热过程中,只有工件被加热,而设备则保持低温。simatherm 感应加热器适用于重量达 1200 千克、轴直径达 850 毫米的工件。