
Experteneinblicke für zuverlässige Instandhaltung
Blog







Mehr simatec Produkte für Sie?
Innovative Wartungsprodukte für Wälzlager vereinfachen komplexe Prozesse und reduzieren den Wartungsaufwand an zehntausenden von Maschinen rund um den Globus. Profitieren Sie auch von unseren Anwärmgeräten und Spezialwerkzeugen für die perfekte Handhabung von Wälzlagern.
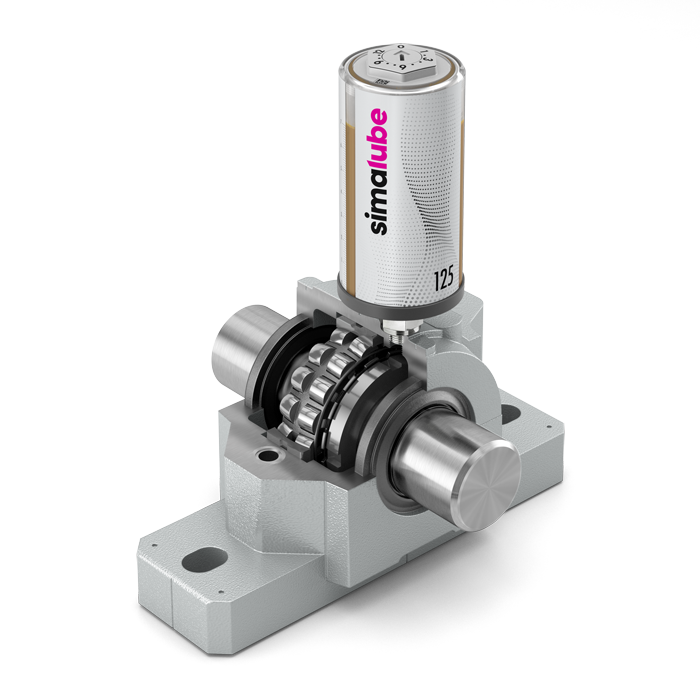
simalube
Schmierstoffgeber
simalube versorgt verschiedene Schmierstellen rund um die Uhr mit Schmierstoff.

simatherm
Induktionsanwärmgeräte
Die perfekte Lösung für die schnelle, thermische Montage von Wälzlagern.

simatool
Werkzeugsets
Werkzeugsätze für die mechanische Montage und Demontage von Lagern.
